|
Solidification will naturally start at those two
ends and then progress inwards to the center of the heavy bar
section.
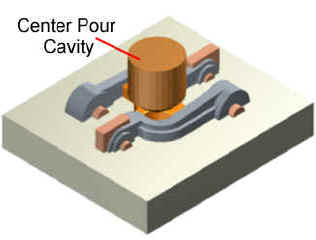
The diameter of the center pour
cavity can be expanded to act as a riser that feeds into the heavy
bar section and promotes the natural directional solidification.
- The pour
cavity is 10" in diameter and 10" high.
|