|
--
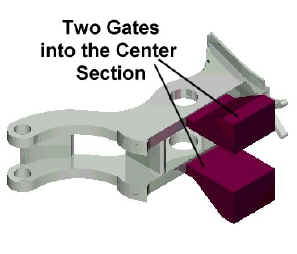
Because of the tolerance requirements on the in-gate
surface, laser cutting is the best method for gate removal.
--
Because there are two gates, two cutting operations are
necessary.
--
A variation in solidification times between interconnected
gates and the part are a potential cause of distortion. The
“stickless” (no sprue) casting approach eliminates this
problem. |