|
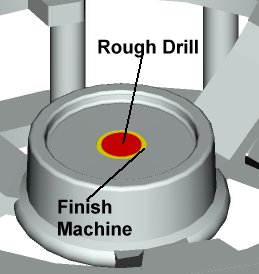
In Option A, the
center bore in the hub is produced by a two step machining (rough drill
& finish machine) operation. With
the large diameter of the center bore and the depth of the hub, a
comparative cost analysis showed that two step machining is too
expensive and time consuming, compared to using a center core and a
finish machining operation. In
addition, with a solid hub, the center section is heavy enough that it
will be more difficult to cast without shrinkage porosity and internal
flaws.
|